

動態(tài)")
大型、特大型高爐的出鐵場正在向平坦化、半平坦化的矩形鋼結構(或鋼筋混凝土結構)平臺方向發(fā)展。因髙爐容積大小不同,出鐵場的布置、工程項目內容、渣鐵溝形式和內襯構造有較大的差異。某廠380m3髙爐,一個鐵口,出鐵場的布置比較簡單。某廠4350m3髙爐4個鐵口,采用全平坦化鋼結構矩形雙出鐵場,南北出鐵場對稱布置,且髙架公路直接通出鐵場場面。
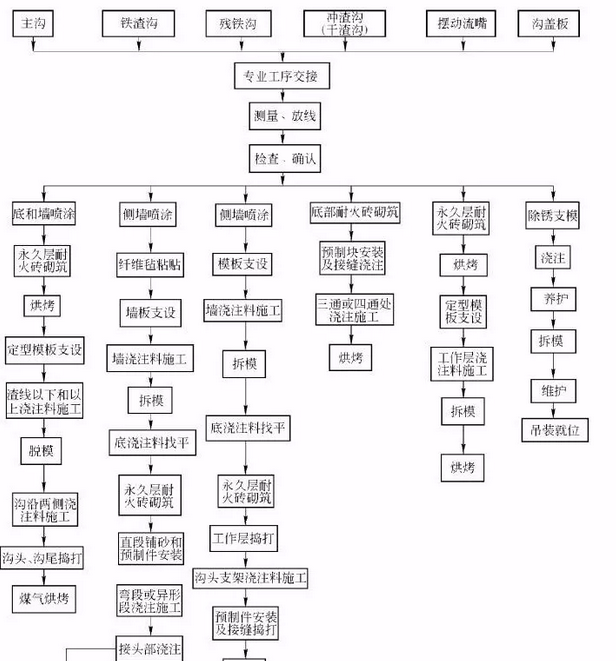
1、施工流程
出鐵場施工注意以下幾點:
(1)主溝、渣鐵溝和擺動流嘴等部位的永久層耐火磚中的碳化硅磚,應在場外進行預加工組裝后砌筑;
(2)澆注料施工前,專用攪拌機應安裝就位并試車,達到攪拌條件;
(3)渣溝的本工序包括鋼筋綁扎和埋設件安裝;
(4)溝蓋板澆注料可在場外澆注,以縮短出鐵場施工工期。
2、主溝砌筑
主溝有固定主溝和活動主溝兩種形式。
主溝砌筑要點如下:
(1)進行專業(yè)工序交接時,應對主溝鋼殼的內空尺寸、平整度和錨固件的焊接質量進行檢查,確認后才可開始筑爐施工。
(2)鋼殼噴涂應遵循噴涂作業(yè)操作規(guī)程。主溝噴涂先噴底部,待凝固后加以保護,再噴涂側壁。側壁與底部噴涂層的交接面應成直角,以保證永久層耐火磚砌筑接縫符合要求。
(3)永久層粘土磚先干擺砌筑,通過調整磚縫減少加工磚量,尤其是溝頭、溝尾及出鐵口、殘鐵口等部位。
(4)永久層碳化硅磚質硬,現場加工困難,宜進行預加工組裝,砌筑時“對號入座”。
(5)永久層磚砌筑后,應用127mm鋼管制成的多孔燃燒器(在鋼管下部120°范圍內開三排煤氣孔,煤氣孔孔徑3~5mm進行預烘烤,烘烤溫度從常溫逐漸升至250℃,燒烤時間約18h,使基層保持干燥。
(6)工作層澆注料支設定型模具。模具使用前應通過預拼裝、檢查驗收。安裝時,分段吊裝“對號入座”。安裝要準確、牢靠、穩(wěn)定。模具表面應涂刷脫模劑。
(7)主溝澆注料攪拌采用專用的快速攪拌機,以達到攪拌均勻、快速施工并保證澆注質量。推薦攪拌機的主要規(guī)格性能如下:
型號:KJB-500型
每次裝料容量1t
能力:25~30m3/h
攪拌裝置回轉速度:86.3r/min
(8)主溝澆注料運料小車應與快速攪拌機配套使用,推薦運料小車的主要規(guī)格性能如下:
型號:YCL型
載重1t
行走速度:22.2m/min
(9)澆注料采用插入式振動器振搗。主溝澆注分渣線以上和渣線以下兩次進行(兩種材質)。一條主溝兩種材質的澆注料應連續(xù)澆注,一次成型。
(10)澆注料養(yǎng)護后,可對定型模板進行預烘烤,烘烤溫度從常溫逐步升至250℃,約烘烤16h(烘烤管道已附在定型模板上),便于脫模。
(11)脫模后用溫風干燥機,進行工作層澆注料烘烤,推薦溫風干燥機的主要規(guī)格性能如下:
型號:RGZ-36型
燃燒器型號:HVG-06型
烘烤溫度:150~800℃
風機性能:型號SSTB-85型,風量36m3/min,風壓7kPa,電動功率7.5kW
烘烤曲線應由耐火材料生產廠家提供參考曲線。
(12)永久層磚和脫模前烘烤時,應在溝頂上覆蓋鋼板或瓦愣鐵保溫,工作層澆注料烘烤時,應用專門的主溝烘烤罩覆蓋嚴密。
3、渣鐵溝砌筑
渣鐵溝為鋼結構件,沉溝式布置。某廠4350m3高爐渣溝和鐵溝襯壁構造渣溝坡度:直段和彎弧(變徑)段為4%,彎弧段以后為11.09%;鐵溝坡度為10.08%~12.27%。
某廠4350m3高爐的殘鐵溝呈“Z”形。
殘鐵溝的施工方法與鐵溝基本相同,施工中應注意的是:
(1)溝底找平層厚度根據固定主溝殘鐵口的底部實際標高決定。
(2)溝頭澆注料預制件下面的澆注層厚度應根據前段溝底實際標高決定。
(3)溝槽工作層炭素料搗打時可以不用模具,其斷面形狀按生產單位要求。
(4)殘鐵溝烘烤同渣鐵溝。
5、沖渣溝和干渣溝砌筑
某廠4350m3高爐的出鐵場的沖渣溝坡度11%,干渣溝坡7.05%~7.22%。
沖渣溝和干渣溝永久層砌磚和澆注、工作層預制件安裝或澆注施工與渣鐵溝基本相同。應注意的是在安裝三通或四通處澆注料模具時,應調整好各個方向的坡度。以保證澆注料面規(guī)整、坡度一致。
6、擺動流嘴砌筑
擺動流嘴是鐵水溝到混鐵車的過度設備,通過下部傾動裝置向混鐵車注入鐵水。
擺動流嘴砌筑要點如下:
(1)底部永久層隔熱磚和粘土磚砌筑從中心向兩側進行,端圓錐與中心部位接頭處的磚要加工砌筑,圓錐部采用環(huán)砌方法,上下層環(huán)縫要相互錯開。
(2)底部永久層碳化硅磚應進行預加工組裝,現場砌筑時“對號入座”。
(3)工作層澆注料采用專用模具進行施工。模具應預先進行檢查,檢查內容包括:模具工作面棱角是否圓滑變形,模具內空、半徑、高度和各段長度尺寸,以及校正軌道支架的標高和平整度。
澆注料施工,脫模及烘烤與主溝基本一樣。不同的是擺動流嘴工作層澆注料使用一根25mm(長約2500mm)多孔燃燒器烘烤,不必用溫風干燥機。
7、溝蓋板澆注
溝蓋板澆注要點如下:
(1)出鐵場主溝和渣鐵溝的溝蓋板澆注料施工視工期和現場實際情況,可選擇在場外施工或在出鐵場場面上施工。前者可縮短主線工期,但應有足夠的施工平面和吊具并增加場外運輸和維護費用;后者可以減少倒運和施工維護費用,但主線工期較多,且占用場面,并要使用出鐵場行車作為吊運和翻轉機具。
(2)溝蓋板運至施工地點交接時,應對其外觀尺寸和變形情況進行檢查、驗收。
(3)澆注前,應將溝蓋板墊平、澆注面清掃干凈、檢查錨固件的焊接質量并制作和安裝相應的模板和模具。
(4)溝蓋板在場外澆注時,應根據單件重量,配備倒運和翻轉的機具,如吊車和叉車等,并采取防雨、防潮、防曬措施。
(5)部分溝蓋板有兩個以上澆注面,應用吊機配合翻轉施工。圓柱(或圓錐)形構件的澆注料,一般分2~3次施工完,每次翻轉120°~180°。
(6)當主溝溝蓋板澆注料含有鋼纖維時,應穿戴必要的勞動保護用品,做好個人的自我保護,尤為眼睛和皮膚。
8、其他部位施工
某廠4350m3高爐的出鐵場,殘鐵通過殘鐵溝直接流入擺動流嘴,故無殘鐵罐和殘鐵坑。
出鐵場平臺和風口平臺用耐熱混凝土或耐熱砂漿按排水口位置找坡度,面層為114mm或65mm耐火粘土磚,施工比較簡單,重點是控制坡度和表面平整度。
事故槽槽斗支設模板控制厚度澆注,流槽呈圓柱形,分段在地面分2~3次澆注完成。
風口平臺下,主溝上面的吸風梁隔熱層應盡量爭取在地面上預先澆注后吊裝;否則,只能是安裝后進行噴涂施工。
上一篇:2月初鈍化鎂粉價格上行 下一篇:循環(huán)流化床鍋爐的工作過程及特點
TAG標簽:
耐火磚
河南耐火磚
高鋁磚
剛玉磚
耐火磚價格
河南耐火材料廠







執(zhí)照資質")




